In 3D đang trở thành một sở thích ngày càng phổ biến, cho phép bạn biến mọi ý tưởng thành vật thể thực tế ngay tại nhà. Từ những chi tiết nhỏ để sửa chữa đồ đạc hỏng hóc, đến các vật dụng hữu ích trong nhà bếp hay những tác phẩm nghệ thuật độc đáo, khả năng ứng dụng của công nghệ in 3D là vô hạn. Tuy nhiên, đối với người mới bắt đầu, thế giới in 3D đôi khi có thể khá phức tạp. Từ việc lựa chọn phần mềm thiết kế 3D phù hợp, phần mềm cắt lớp (slicer) tốt nhất, cho đến cách hiệu chỉnh máy in 3D, quy trình này có thể gây nản lòng nếu bạn không nắm rõ các kiến thức cơ bản.
Ngay cả khi đã vượt qua những bước đầu tiên này, bạn vẫn có thể đối mặt với nhiều vấn đề phát sinh trong quá trình in, có thể làm hỏng hoàn toàn bản in, gây ra các vấn đề về độ bám dính, tính toàn vẹn cấu trúc hoặc chất lượng bề mặt sản phẩm. Hầu hết các sự cố này đều tương đối dễ sửa chữa, nhưng việc xác định nguyên nhân gây ra chúng thường khó khăn hơn. Đó chính là lý do tại sao 123thuthuat.com quyết định tổng hợp và chia sẻ các giải pháp cho những vấn đề phổ biến mà đa số người dùng mới thường gặp phải khi in 3D lần đầu. Dù bản in của bạn bị cong vênh hay đơn giản là không bám vào bàn in, đây là hướng dẫn toàn diện giúp bạn giải quyết mọi trục trặc.
1. Chảy Nhựa (Stringing)
Giữ cho các sợi nhựa li ti biến mất
Có nhiều lý do khiến sợi nhựa bị chảy và tạo thành các sợi nhỏ (stringing) trong quá trình in. Một số nguyên nhân phổ biến bao gồm sợi nhựa quá nhiệt, cài đặt rút dây (retraction) không đúng và tốc độ in quá chậm. Nếu bạn thấy các sợi nhựa mảnh li ti xuất hiện giữa hai điểm của bản in, đã đến lúc thử áp dụng một trong các giải pháp sau.
Đầu tiên, hãy thử giảm nhiệt độ đầu phun (extruder). Đảm bảo bạn đặt nhiệt độ về giá trị khuyến nghị tùy thuộc vào loại sợi nhựa bạn đang sử dụng. Ví dụ, nhiệt độ khuyến nghị cho sợi nhựa PLA là 200-205°C (392-401°F). Nếu mức nhiệt độ cao đang gây ra tình trạng chảy nhựa, hãy thử giảm nhiệt độ từng độ một cho đến khi vấn đề không còn nữa. Một số cách khắc phục khác bao gồm giảm tốc độ di chuyển của đầu in (travel speed) để sợi nhựa có ít thời gian chảy ra hơn, tăng nhẹ tốc độ rút dây (retraction speed), và sấy khô sợi nhựa nếu nó đã bị ẩm hoặc tiếp xúc với độ ẩm cao.
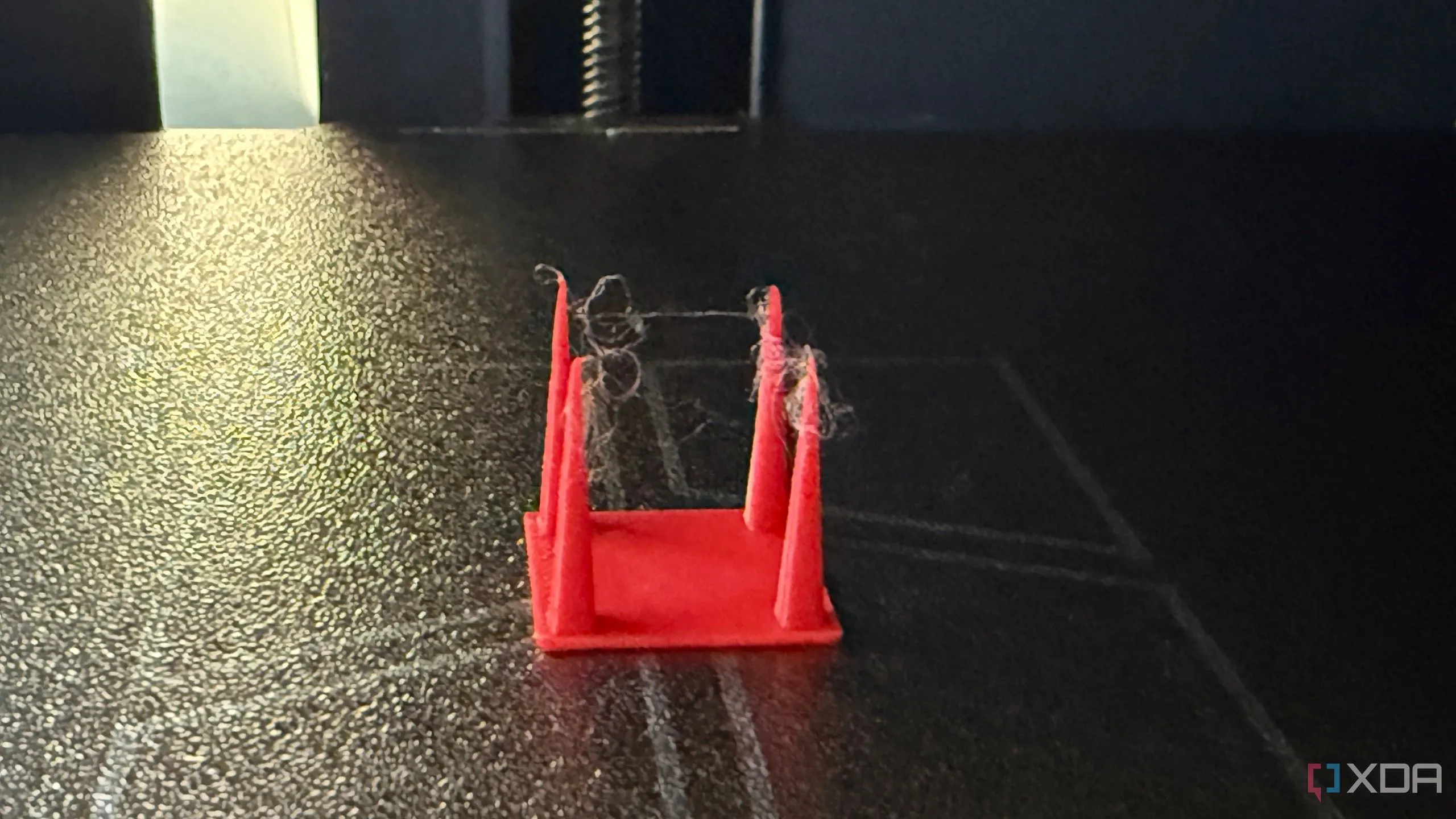 Mô hình hiệu chỉnh bị chảy nhựa, với các sợi filament mỏng nối giữa các chi tiết
Mô hình hiệu chỉnh bị chảy nhựa, với các sợi filament mỏng nối giữa các chi tiết
2. Thiếu và Thừa Nhựa (Under & Over Extrusion)
Hiệu chỉnh đầu phun hoàn hảo
Cách để xác định xem máy in của bạn có bị thiếu nhựa (under-extruding) hay không là tìm kiếm các lỗi trên bản in như: khoảng trống giữa các lớp liên tiếp, bản in yếu dễ gãy khi chịu tác động, thiếu các mảnh nhỏ giữa các lớp, hoặc các cạnh thô do thiếu sợi nhựa. Nếu bạn quan sát thấy bất kỳ vấn đề nào trong số này với bản in của mình, bước đầu tiên là kiểm tra xem bạn đã chọn đúng đường kính sợi nhựa trong phần mềm cắt lớp (slicer) hay chưa. Hầu hết các sợi nhựa PLA hoặc PETG có đường kính 0.4mm, nhưng hãy kiểm tra bao bì cuộn sợi nhựa của bạn để xác định giá trị chính xác.
Một lý do khác dẫn đến thiếu nhựa có thể là do đầu phun bị tắc. Nếu có sợi nhựa còn sót lại trong đầu đùn (extruder), nó có thể làm tắc đầu phun và ngăn sợi nhựa mới được đùn ra. Để khắc phục điều này, hãy làm nóng đầu đùn đến khoảng 200°C (392°F). Sau đó, để nó nguội một chút trước khi dùng kim hoặc vật tương tự chọc vào đầu phun để làm sạch. Kéo bỏ bất kỳ sợi nhựa thừa nào có thể đang làm tắc đầu phun. Bạn cũng có thể thử tăng lưu lượng nhựa (flow rate) thông qua phần mềm cắt lớp nếu việc làm sạch đầu phun không hiệu quả.
Đối với tình trạng thừa nhựa (over-extrusion), nó thường được nhận biết bởi các lớp bị phồng lên hoặc vật liệu thừa bám vào bề mặt bản in. Trong trường hợp này, hãy giảm lưu lượng nhựa và nhiệt độ, đồng thời tăng tốc độ in. Các cách khắc phục cho vấn đề này tương tự như đối với lỗi chảy nhựa.
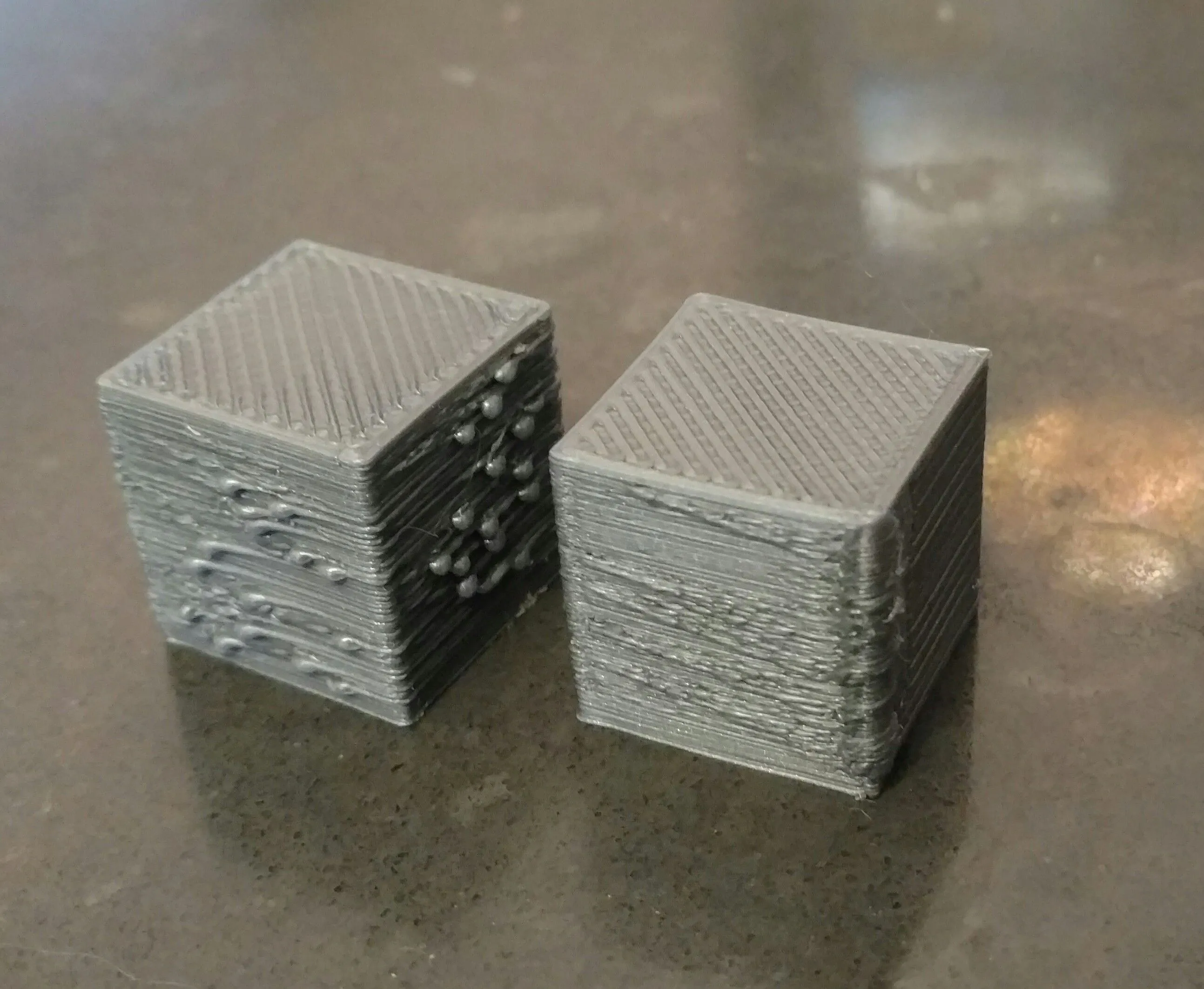 Bản in 3D bị thừa nhựa rõ rệt ở các lớp, gây ra bề mặt lồi lõm và không đồng đều
Bản in 3D bị thừa nhựa rõ rệt ở các lớp, gây ra bề mặt lồi lõm và không đồng đều
3. Bề Mặt Bản In Không Đồng Đều (Uneven Surfaces on Prints)
Đảm bảo độ chính xác về kích thước
Một trong những nguyên nhân chính gây ra bề mặt bản in không đều là việc cân bằng bàn in kém. Trước khi bạn bắt đầu mỗi lần in, hãy đảm bảo bạn đã tự động cân bằng máy in nếu nó hỗ trợ chức năng này. Nếu không, hãy cân bằng bàn in thủ công để loại bỏ các vấn đề về in không đều. Việc đặt máy in trên một bề mặt ổn định cũng rất quan trọng, vì các rung động có thể khiến máy in di chuyển đáng kể nếu nó không vững chắc. Điều này cũng có thể dẫn đến bề mặt bản in không đều.
Một vài lý do khác khiến bản in của bạn trông không đều có thể là do thiếu hoặc thừa nhựa, làm mát không đủ và các vấn đề về độ bám dính bàn in. Để khắc phục vấn đề liên quan đến đùn nhựa, hãy làm theo các bước đã nêu ở trên và sau đó thử in lại. Tăng tốc độ quạt của máy in khi in và đảm bảo nhiệt độ môi trường xung quanh cũng tương đối mát. Hãy thử tăng nhiệt độ bàn in để đảm bảo độ bám dính tốt hơn.
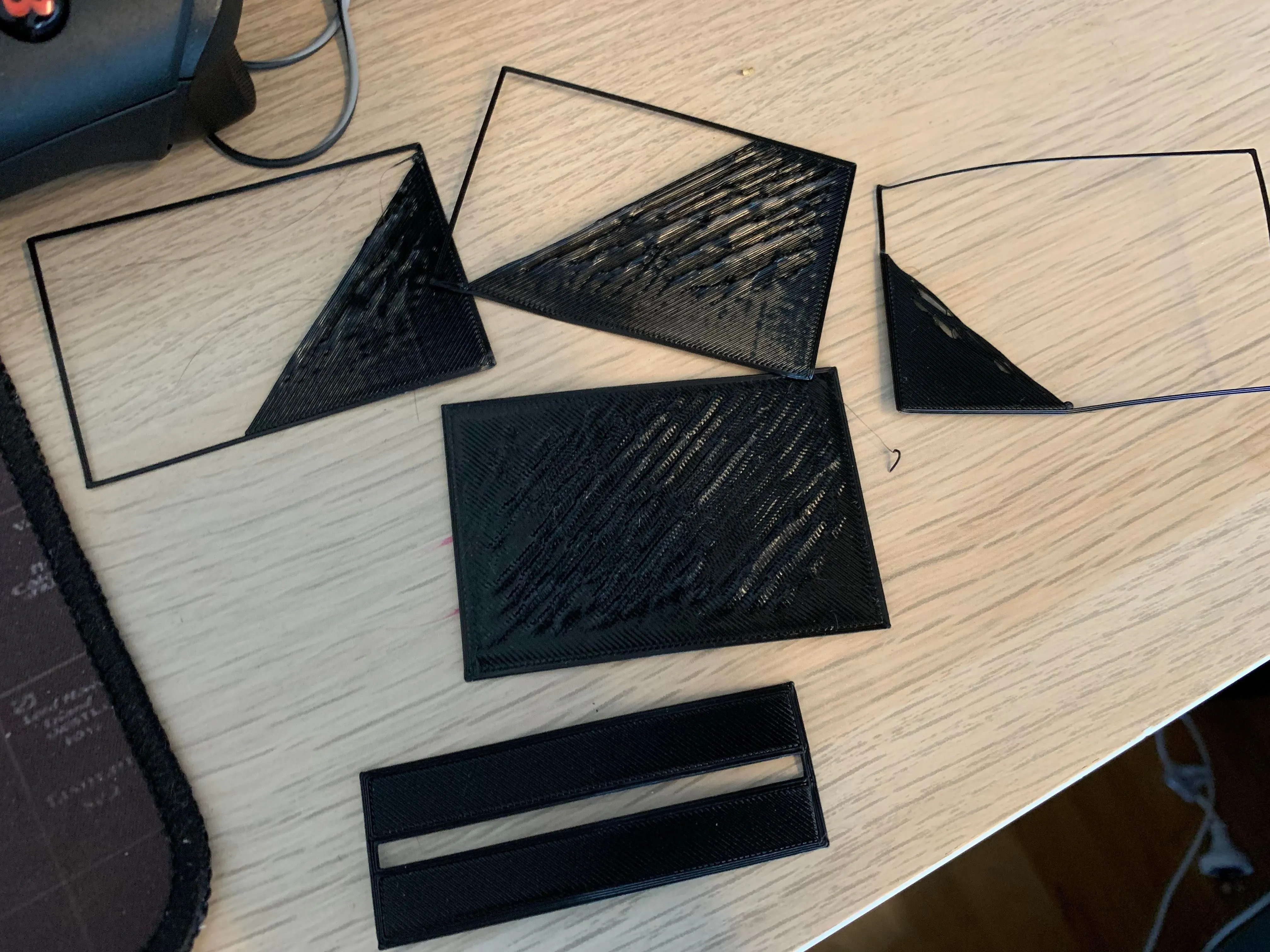 Bề mặt bản in 3D bị gợn sóng và không đều, cho thấy lỗi chất lượng in
Bề mặt bản in 3D bị gợn sóng và không đều, cho thấy lỗi chất lượng in
4. Khoảng Trống Giữa Lớp Đệm (Gap Between Infill)
Tăng cường cấu trúc bản in
Lớp đệm (infill) là yếu tố cung cấp độ bền cấu trúc cho bản in của bạn. Nếu lớp đệm yếu hoặc có khoảng trống giữa các lớp đệm, bản in của bạn sẽ dễ bị vỡ. Nếu đó là vấn đề bạn đang gặp phải, khả năng cao là tốc độ in của bạn quá cao. Điều này sẽ khiến đầu đùn không thể đi hết đến chu vi của bản in. Nếu nó không đi hết, sẽ dẫn đến khoảng trống trong lớp đệm, làm hỏng cấu trúc bên trong.
Thiếu nhựa hoặc nhiệt độ thấp cũng có thể dẫn đến các khoảng trống, vì vậy hãy đảm bảo bạn làm theo các bước khắc phục sự cố cho những vấn đề đó. Bạn cũng có thể thử thay đổi kiểu điền đầy (grid fill pattern) để xem liệu bạn có đang gặp vấn đề với một kiểu điền đầy cụ thể nào đó không. Hãy thử chuyển sang kiểu cubic vì nó được biết là mở rộng đến chu vi. Trong khi đó, cũng nên tăng mật độ lớp đệm lên trên 20%. Một số phần mềm cắt lớp cũng có cài đặt ‘Infill overlap’. Tăng giá trị này lên khoảng 0.12mm cho đầu phun 0.4mm.
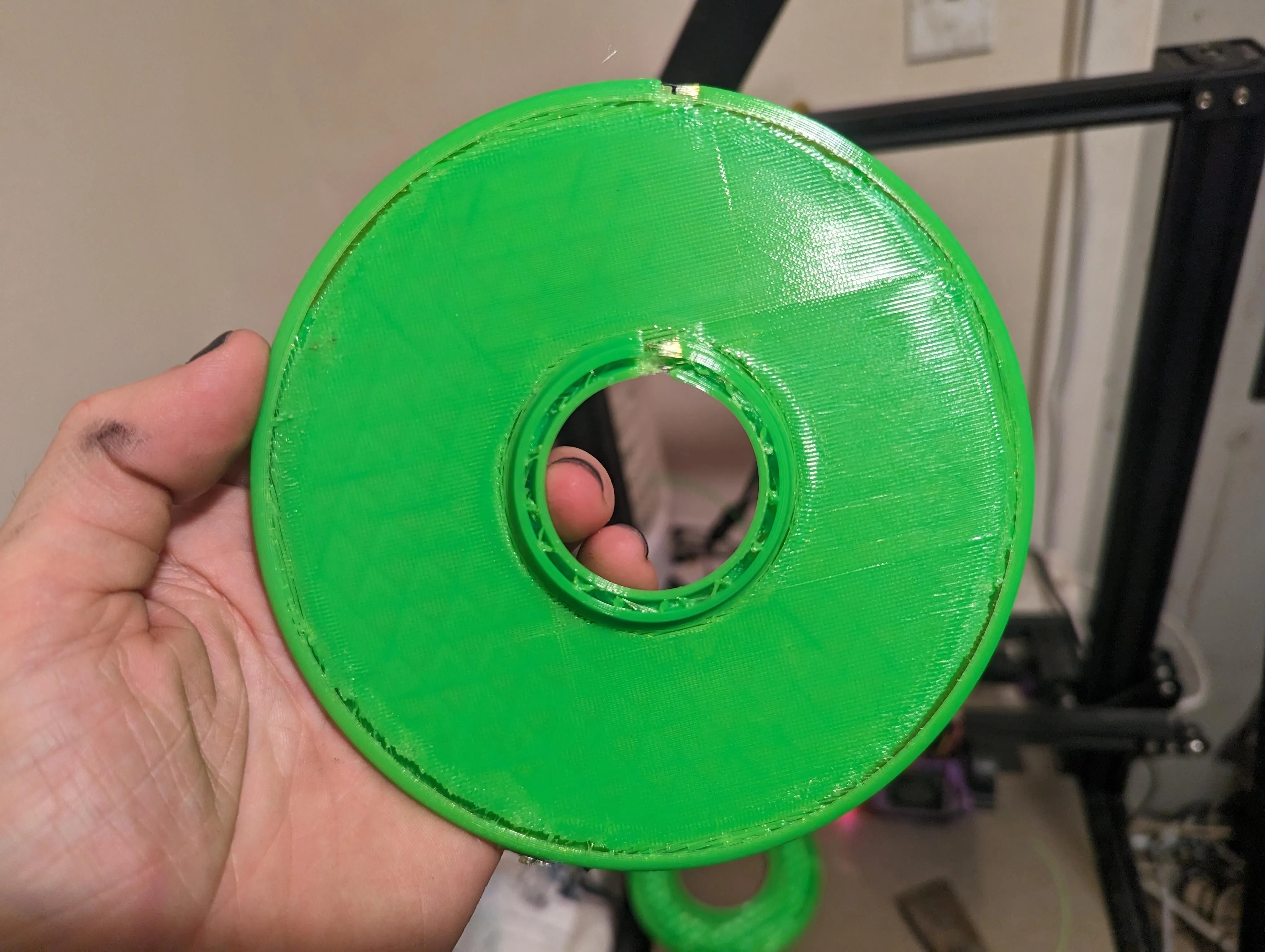 Khoảng trống lớn giữa lớp đệm và tường ngoài của bản in 3D, ảnh hưởng đến độ bền cấu trúc
Khoảng trống lớn giữa lớp đệm và tường ngoài của bản in 3D, ảnh hưởng đến độ bền cấu trúc
5. Sợi Nhựa Không Bám Dính Bàn In (Filament Not Sticking to the Bed)
Chỉ cần một chút keo dán
Độ bám dính bàn in kém có thể dẫn đến vô số vấn đề hoặc thậm chí là các bản in bị lỗi hoàn toàn. Một số bản in tốn nhiều thời gian cần phải được dính chặt vào bàn in trong thời gian dài hơn, điều này có thể khó khăn nếu lớp đầu tiên quá mỏng hoặc không chiếm diện tích bề mặt lớn. Trong những trường hợp như vậy, bạn có thể cần thêm một yếu tố bên ngoài vào bàn in. Điều này thường là một thỏi keo dán chuyên dụng hoặc keo xịt tóc. Bôi một lớp keo mỏng lên bàn in trước khi bạn bắt đầu in. Điều này sẽ đảm bảo bản in bám chặt vào bàn cho đến khi kết thúc.
Mặc dù hầu hết mọi người thích sử dụng thỏi keo dán, nhưng tôi lại thích xịt một lớp keo xịt tóc mỏng lên bề mặt. Tôi thấy rằng việc loại bỏ bản in khỏi bàn in sẽ dễ dàng hơn khi sử dụng keo xịt tóc thay vì thỏi keo dán. Hơn nữa, việc bôi một lớp keo dày có thể làm ảnh hưởng đến việc cân bằng bàn in. Keo xịt tóc khắc phục vấn đề này vì bạn không phải tiếp xúc trực tiếp với bàn in để bôi nó. Sau khi bản in hoàn tất, hãy sử dụng dụng cụ gạt để loại bỏ vật thể khỏi bàn in.
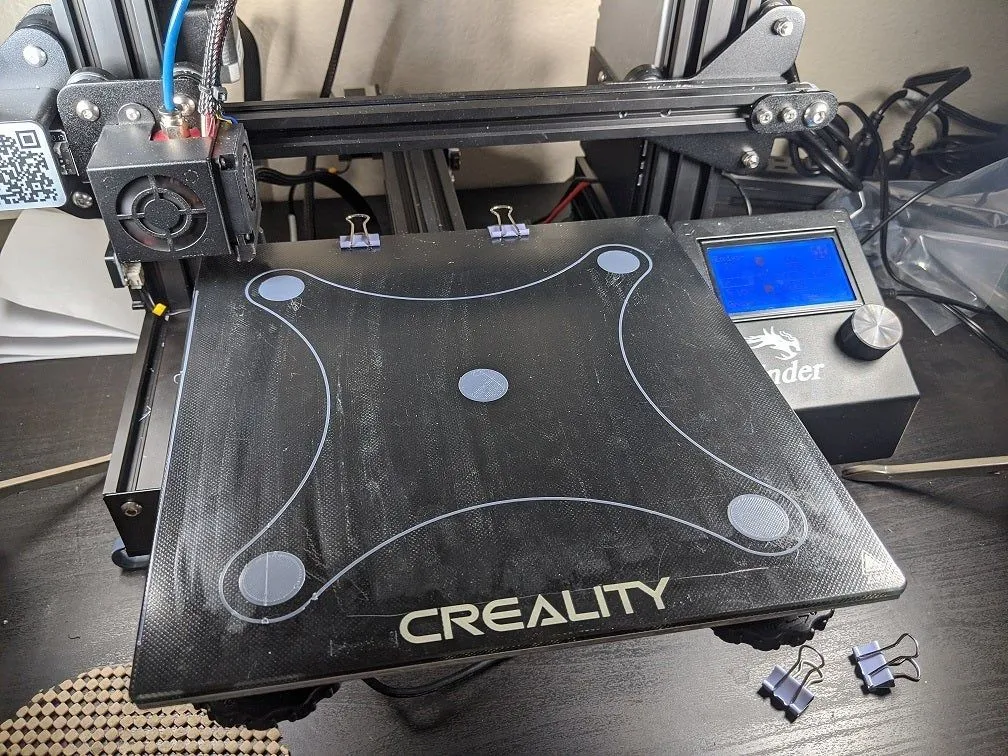 Bàn in của máy in 3D Ender 3 hoặc Ender 3 Pro được hiệu chỉnh để đảm bảo độ bám dính sợi nhựa
Bàn in của máy in 3D Ender 3 hoặc Ender 3 Pro được hiệu chỉnh để đảm bảo độ bám dính sợi nhựa
6. Cong Vênh Bản In (Warping)
Khắc phục độ bám dính thấp trên bàn in
Vấn đề này có liên quan đến vấn đề trước đó theo nhiều cách. Nếu bản in của bạn đang dính vào bàn in nhưng bạn vẫn quan sát thấy một mức độ cong vênh nào đó, đã đến lúc tăng nhiệt độ của bàn in. Nhiệt độ khuyến nghị cho PLA là khoảng 60-65°C (140-149°F) và 80-85°C (176-185°F) cho PETG. Hãy bắt đầu với giới hạn thấp hơn. Nếu bạn quan sát thấy cong vênh, hãy tăng nhiệt độ lên thêm 5°.
Trước khi bạn bắt đầu in, hãy đảm bảo bạn đã cân bằng bàn in. Nếu không, lớp đầu tiên của bạn có thể bị cong vênh. Ngoài ra, bạn cũng có thể bật chế độ brim trong phần mềm cắt lớp trước khi in. Brim giữ vật thể cố định bằng một lớp mỏng ở phía dưới. Điều này ngăn ngừa cong vênh ở mức độ lớn.
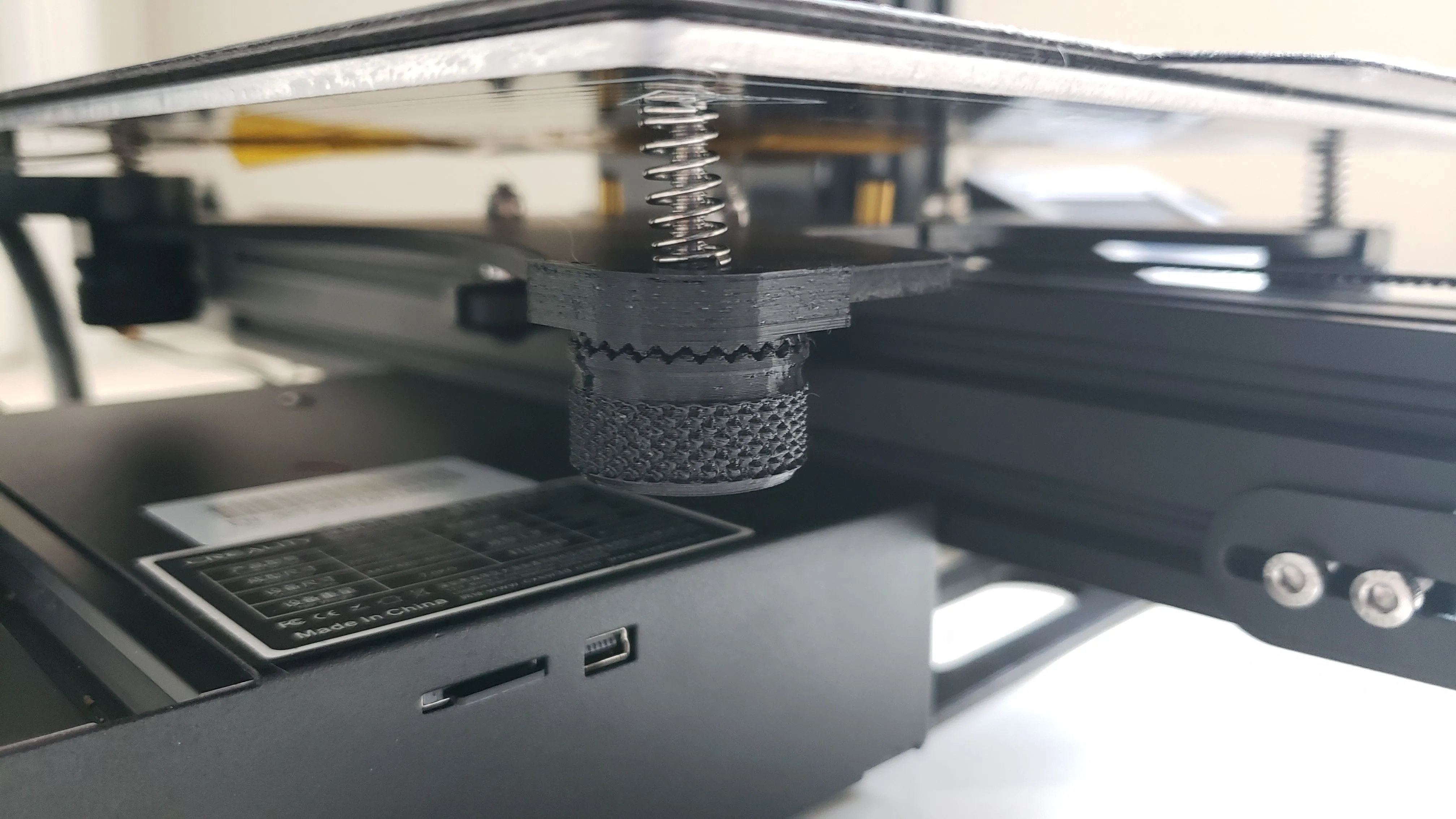 Núm khóa dùng để cân bằng bàn in của máy in 3D, giúp khắc phục lỗi cong vênh
Núm khóa dùng để cân bằng bàn in của máy in 3D, giúp khắc phục lỗi cong vênh
7. Lỗi Ở Các Phần Nhô Ra Và Cầu Nối (Failure at Overhangs and Bridges)
Bản in của bạn cần hỗ trợ
Một số bản in phức tạp có thể có các phần nhô ra lớn – về cơ bản, đó là những khu vực trên bản in mà không có lớp bên dưới để hỗ trợ sợi nhựa. Những bản in như vậy yêu cầu bạn phải bật chức năng hỗ trợ (supports) trong phần mềm cắt lớp. Cấu trúc hỗ trợ là các cấu trúc tạm thời được sử dụng để giữ sợi nhựa ở những vị trí nhất định mà không có lớp đáy.
Sau khi bản in của bạn hoàn tất, tất cả những gì bạn phải làm là bẻ bỏ các cấu trúc hỗ trợ, và bạn sẽ có một bản in sạch sẽ. Nếu bạn đã tải xuống một bản in từ bất kỳ trang web phổ biến nào về in 3D, phần mô tả thường sẽ đề cập xem bản in đó có cần hỗ trợ hay không. Nếu không, phần mềm cắt lớp của bạn sẽ thông báo cho bạn về các điểm không được hỗ trợ trước khi tạo mã G-code.
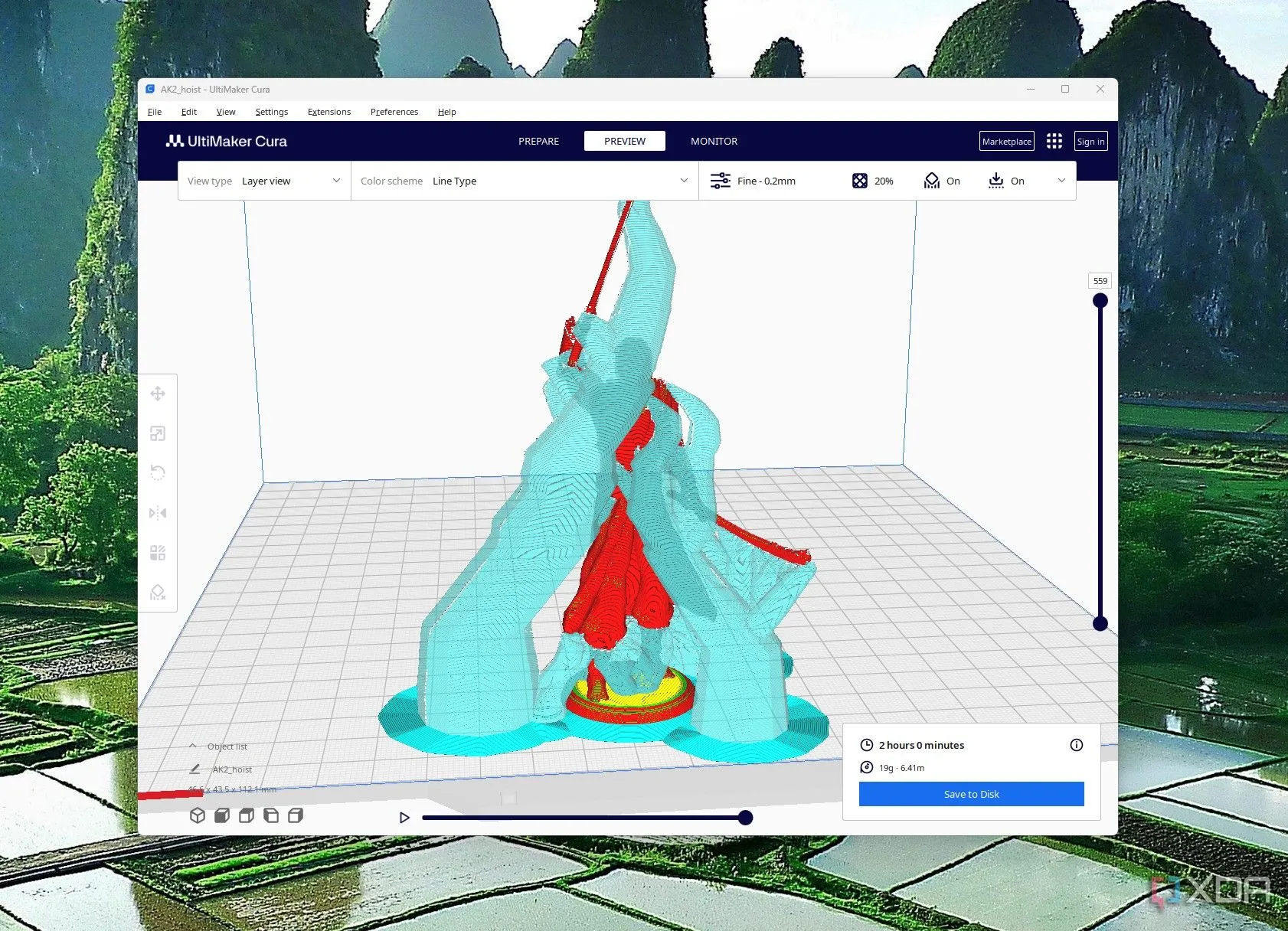 Cấu trúc hỗ trợ dạng cây (tree supports) được thêm vào mô hình 3D trong phần mềm Cura để in các chi tiết nhô ra
Cấu trúc hỗ trợ dạng cây (tree supports) được thêm vào mô hình 3D trong phần mềm Cura để in các chi tiết nhô ra
Bản in hoàn hảo, mọi lúc mọi nơi
Những lỗi hay không hoàn hảo trên bản in có thể gây khó chịu, đặc biệt nếu đó là một bản in có chức năng sử dụng hoặc một món quà tiềm năng. Trong những trường hợp như vậy, cả độ chính xác về kích thước và tính thẩm mỹ đều quan trọng. Bạn sẽ chỉ đạt được điều đó nếu bạn khắc phục được các vấn đề đang gặp phải với máy in của mình. Từ nay, không còn tình trạng chảy nhựa, cong vênh hay các cạnh thô ráp nữa!
Hãy truy cập 123thuthuat.com thường xuyên để cập nhật thêm nhiều mẹo và thủ thuật công nghệ hữu ích khác, giúp bạn làm chủ thế giới in 3D và nhiều lĩnh vực khác!

